
單純的對注塑模具成型件只有變形與錯位的事例是較少的,大多數表現是變形與錯位要索與障礙體、型孔與型槽和運動與干涉等要素摻合在一起的情況。如何解決好注塑件的變形和錯位的問題,是注塑模具設計人員必須注意和關心的問題。
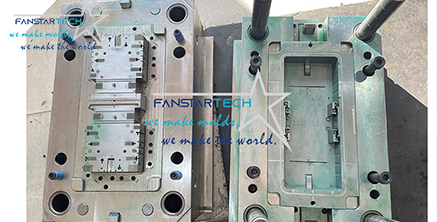
包膠模具(二次成型):兩種塑膠材料不一定在同一臺注塑機上注塑,分兩次成型;產品從一套模具中出模取出后,再放入另外一套模具中進行第二次注塑成型。包膠模具在設計應注意硬膠件的定位,需做到可靠的封膠,且在膠件上有反斜度孔,防止拉膠變形。
朱熹在《讀書之要》中說明讀書的方法就是要慢慢來,一點一點進行。多讀幾遍,遇到問題多思考。讀書能使人收獲知識和智慧,因為“書中自有黃金屋,書中自有顏如玉”。范仕達人每日自我精進,只為更好服務客戶!
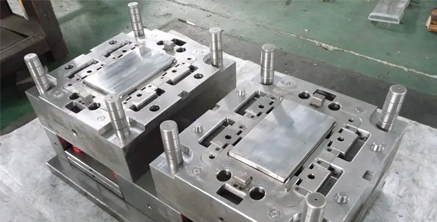
注塑模具成型變形產生的原因是收縮不均勻,有內應力等原因造成的;精密塑件尺寸一般較小,塑件壁厚較薄,有的還有許多薄筋。模具設計必須考慮在塑件不變形的情況下脫模,否則會導致脫模發生變形。
注塑成型模具析出硬化鋼變硬的原理,是通過稱為固溶處理的方法處理后,以軟質狀態供應鋼材。然后,在機械加工為型腔和型芯等零部件的形狀后,對其進行加熱和自然冷卻。此時,會出現名為時效硬化的現象,鋼材的硬度會自然提升。
注塑模具成型原料的管理牽涉到企業的利潤,注塑成型工廠的材料費占比很高。甚至會出現材料費在銷售單價中占據一半以上份額的情況。換句話說,對材料費用的適當管理,將直接帶來銷售額的增加或減少。
注塑成型材料的穩定塑化對成型產品的質量穩定有著很大影響。為了開發出使用新型成型材料的注塑產品,不僅要考慮模具,注塑成型機的塑化結構也要從一開始就納入考慮之中。在注塑成型機中將塑料材料熔融至可進行注塑成型加工的狀態,稱為塑化。在當今的注塑成型機中,一多半是采用的螺桿在線方式的塑化設備。
由于注塑模具溫度必須保持在130~150℃,所以需要用油對模具進行溫度調節,或是利用筒式加熱器保溫。PPS樹脂聚苯硫醚的價格曾經較為昂貴,不過最近由于批量化生產的緣故,已經穩定在一個合理的價格范圍內。

韓愈在《師說》里已經說明了拜師學藝的重要性,范仕達也特別注重師徒文化,希望通過師徒結對的方式讓我們的新員工能夠快速融入進來,并且能夠學習到師傅的優秀經驗快速上手,確保我們的模具品質的高標準要求。
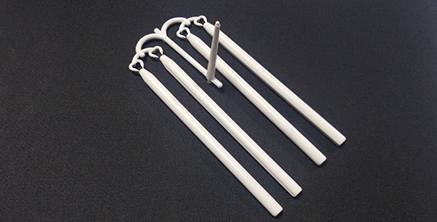
注塑模具在成型加工時,側抽芯滑塊、推桿、推管、中心銷等都可能發生"卡死"的現象。為了防止出現卡死,需要進行恰當的潤滑管理,采用免維護式零件結構。"卡死"屬于滑動面的異常磨損,根據異常磨損的產生原因不同,可分為腐蝕磨損、粘附磨損、微動磨損、疲勞磨損以及研磨磨損。
注塑模具標準零件限位塊很少用于單模,多用于連續模等。安裝位置多在構成凹模板等注塑模具的板的外側的模架部分。準備工作完成后進行調整時,有可能不小心夾到手。準備工作完成后限位塊的作用就結束了,為了防止該部分夾手,應卸下蓋子,留出空隙,以確保安全。

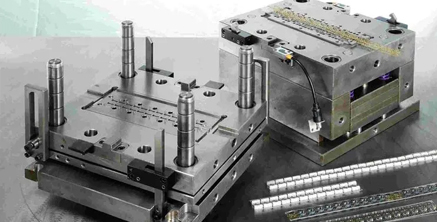
注塑模具板件結構數量少時當然能夠以較低的成本制作模具。應考慮注塑模具的用途及模具精度來決定板件的結構組成。決定注塑模具結構的一個主要因素是板件的結構。板件的結構與注塑模具主要板件的制作方法有很大關系。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


