

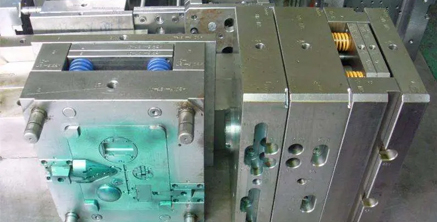
隨著注塑模具的發(fā)展,客戶對注塑制品的要求也越來越高,越來越多的雙色塑料制品需求也越來越多。所謂的雙色模具注塑成型就是指兩種不同的熱塑性塑料材料,分別從不同的炮筒注射填充,生產(chǎn)出兩種不同色彩的成型品的方法。
我們生活中很多模具都需要用到注塑模具加工,這種注塑模具加工的工藝是先將塑料加入模具中,然后模具再沿兩個垂直軸不斷旋轉并使之加熱,這樣模內(nèi)的塑料在重力和熱能的作用下,才能夠均勻的涂布,熔融粘附在模腔的整個表面上,并且成型為我們所需要的形狀,然后使其冷卻便可制得。
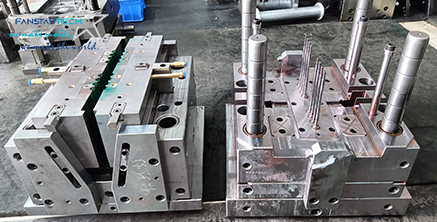
注塑模具的零部件主要分為兩大類,一類是成型零部件,另外一類是非成型零部件。成型零部件指與塑料直接接觸而成型制品的模具零部件,如型腔、型芯、滑塊、鑲件、斜頂、側抽等。非成型零部件指與塑料非直接接觸的的模具零部件,如模架、定位圈、澆口套、耐磨塊等。下面根據(jù)我們范仕達多年的模具經(jīng)驗,給大家分享注塑模具各零部件材料該如何選擇。
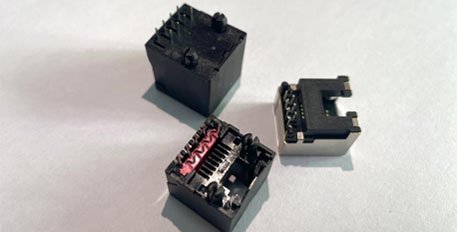
連接器模具的好壞決定了連接器是否足夠好的質(zhì)量,受到連接器模具業(yè)水平的限制,我國的連接器產(chǎn)品一直還是以低端市場為主。這兩年以來,經(jīng)過國內(nèi)連接器模具制造商和連接器廠商的努力取得了很大的進步,我們的連接器向高端市場邁進了一大步。
在注塑模具行業(yè),我們通常會有這樣的疑慮,是不是注塑模具溫度高,塑料制品的光澤度就高呢?現(xiàn)在我們就這個問題,結合范仕達多年的注塑模具經(jīng)驗來做一個分析。希望能幫助大家解決這個疑慮。

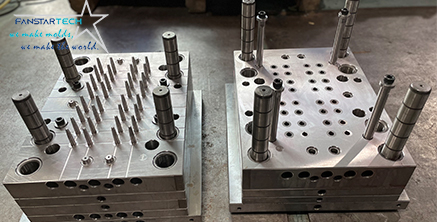
我們在需要一個理想的模具的時候,是需要通過注塑模具加工來完成。而注塑模具加工在加工的時候,大都是批量形成的,因此在模具的注塑技工方法上,以及過程上需要十分的重視的。

作為發(fā)展中國家盡管近年來國內(nèi)注塑模具也發(fā)展迅速,但在技術上仍與國外相距甚遠。隨著科技的進步發(fā)展,對模具的要求也在不斷提升,所以我們在制造模具的時候一定要注重模具的質(zhì)量,國產(chǎn)注塑模具的質(zhì)量如何提高,范仕達根據(jù)多年經(jīng)驗總結了以下幾點
注塑模具制品凹痕主要出現(xiàn)在厚壁位置、筋條、機殼、螺母嵌件的背面等處,是因為塑料冷卻硬化而造成收縮凹陷,所謂凹痕就是冷卻慢的部分在氣泡收縮的方向產(chǎn)生了顯眼的凹面。成型收縮性大的材料凹痕也大,例如聚乙烯PE、聚丙烯PP,即使只要稍微的加強筋,就會產(chǎn)生凹痕。
如何選擇一個專業(yè)的注塑模具廠家供應商,相信很多客戶都會有這樣的一個疑慮。今天小編就給大家好好梳理一下,也可以說是按照我們范仕達模具的一個標準給大家一個參考。

注塑模具制品色差收到多種因素的影響,其中最主要的因素包括注塑機及模具因素、原料樹脂色母的因素、色母同母料混合不均的因素、料筒溫度的因素、注塑工藝調(diào)整因素以及料筒溫度色母量的因素。下面小編將根據(jù)范仕達多年的注塑模具經(jīng)驗給大家講述如何消除或者減少這些因素對注塑模具制品色差所造成的影響。

注塑成型的過程中,我們經(jīng)常會遇到注塑成品收縮以及進膠口氣紋的問題,針對這一問題很多廠家也提供了很好的解決方案,但是小編認為可能還不夠完善或者準確,今天根據(jù)范仕達多年的注塑模具行業(yè)經(jīng)驗,小編做了匯總和整理,希望大家看完后可以幫助到大家徹底解決這兩個問題。
注塑成型的過程中經(jīng)常會遇到各種各樣的問題,今天小編就注塑成型中比較常見的難題及解決辦法進行匯總整理,希望我們范仕達注塑模具的相關經(jīng)驗可以幫助到大家,也歡迎大家積極交流!


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


